There are different Production process methods are used in the ceramic production process. We will discuss all the Production Process methods used in the ceramic industry. The term “ ceramic forming” describes the process of production of ceramic components from natural or synthetic raw materials.
PRESSING:
Pressing is accomplished by placing the powder* into a die and applying pressure to achieve compaction.
*premixed with suitable binder and lubricant and pre-consolidated so that it is free-flowing. Free flowing can be achieved by granulation or spray drying.
BINDERS & PLASTICIZERS – they coat the powder and provide lubrication during pressing and temporary bond after pressing
Organic binder required for binding is low usually 0.5 to 5% wt is used. They decompose during high – temperature densification step and gases evolve. Sometimes they leave a carbon residue. E.g.PVA, cellulose, rubbers, waxes. Glycerol is a plasticizer for PVA.
An inorganic binder such as kaolin don’t burn off instead they become a part of ceramic.
Binder selection depends on the type of pressing that is to be done.
LUBRICANTS: They reduce the friction between the particles, between granules and between the powder compact and the walls of the die.
e.g.zinc stearate.
COMPACTION AIDS: It increases the green density and reduces the shrinkage during densification.xc
UNIAXIAL PRESSING:
Definition: Compaction of powder into a rigid die by applying pressure along a single axial direction using a piston, punch or plunger.
Uniaxial presses are hydraulic or mechanical.
Mechanical presses have higher production rates.
PROCESS:
- The apparatus consists of three components Top punch, Bottom punch and Die.
- The punches are prepositioned in the die body to form a predetermined cavity.(depending on the compaction ratio* of the powder)
*the ratio between the thickness of the powder in the die to the thickness after pressing.
- The powder is then fed using a feed shoe. Then the upper punch compresses the powder.
- Then the upper punch retracts and the sample is ejected.
- The process is repeated again.
- The cycle repeats 6 to 100 times per minute.
- ROTARY PRESS is also a type of mechanical press. There are numerous dies on a rotary table. Used for production of grinding dics.
- Yet another type of mechanical press is TOGGLE PRESS(manually operated benchtop presses). It is commonly used for the production of refractory.
- Dry pressing: powders contain <2%water
- Semi dry pressing: powder contains < 5 – 20% water.
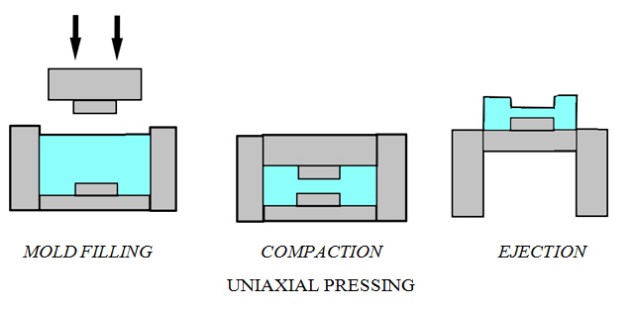
Mould FILLING COMPACTION EJECTION UNIAXIAL PRESSING
Uniaxial pressing problems:
1.Improper density or size.(Due to off-specification of powder batches, easy to resolve)
- Die wear. (change in dimensions of the product occurs, routine monitoring is required)
- Cracking. (source of cracking is difficult to find. It may be due to improper die design, air entrapment, rebound during ejection, die wear, die wall friction)
4.Density variation. (The friction between the powder and the die wall and particles is a cause for density variation. It causes warpage, distortion or cracking during firing)
ADVANTAGES:
- Simple and easy process
- Less skilled labour is sufficient
APPLICATIONS:
- Compaction of small and simple shapes like bushings, spacers, capacitor dielectrics.
- Compaction of complex shapes like bases or sockets for tubes, switches and transistors.
- Fabrication of tiles, bricks, grinding wheels, crucibles.
BIAXIAL PRESSING: Pressure is applied from the top as well as the bottom.
ISOSTATIC PRESSING:
The limitations of uniaxial pressing such as non-uniform density overcome in isostatic pressing. It is also called as HYDROSTATIC PRESSING.
Compaction of powder is due to the pressure from all the directions.
This is of two types i. Wet bag and ii. Dry bag isostatic pressing.
WET BAG ISOSTATIC PRESSING:
- The powder is sealed in a watertight die. The walls of the die are flexible.
- Then the die is placed in a liquid which is in the high-pressure chamber. The chamber is also sealed.
- The liquid’s pressure is increased by hydraulic pumping. During this, the walls of the die deform, transmit pressure uniformly to the powder and compaction occurs.
- The walls of the die come back to normal after removal of pressure.
- Non-compressible fluids such as water, glycerine and hydraulic oil are used for isopressing.
- The walls of die are made using an elastomer such as rubber, neoprene, butyl rubber, silicones.
Important points:
- Flexibility and wall thickness are to be carefully selected for optimum dimensional control and release characteristics.
- Uniform mould filling is the major concern in isostatic pressing. This is achieved by using vibration and free flowing powder.
- Higher pressure is applied during compaction. So we obtain a product of uniform density and good compaction.
ADVANTAGES:
- Density uniformity
- Versatility
- Low cost of tooling
DISADVANTAGES:
- Long cycle time
- High labour requirement
- Difficult to automate.
DRY BAG ISOSTATIC PRESSING:
- To achieve an increased production rate and close dimensional tolerances dry bag is followed.
- Instead of immersing the tool in a fluid, the tooling is built with internal channels into which high pressure fluid is pumped.
- The amount of pressurized fluid required is minimized, allows the use of stationary tooling.
- Mostly used in the production of spark plugs.
APPLICATION OF ISOSTATIC PRESSING:
- Radomes, cone classifiers, cathode ray envelopes are fabricated using this process.

CASTING
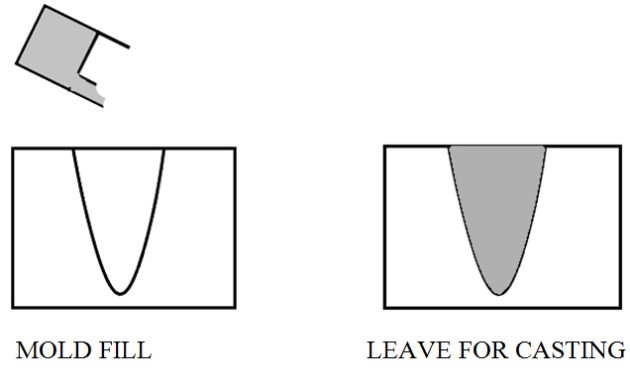
SLIP CASTING:
- In this method, ceramic particles are suspended in water an cast into porous plater molds.
- Slip casting method is used to produce complex shapes.
- The pores in the mold create a capillary pressure because of this the water in the slip is absorbed by the mold.
- As the water in the slip gets absorbed by the mold, a solid layer called cake or cast is formed.
MOLD PREPARATION:
To remove the fluid from the slip the mold should have some controlled porosity. Also, the mould should be of low cost. Plaster Of Paris (POP) is a traditional mould making the material. Some new molds are also available, e.g. porous plastic mold for pressure casting.
Plaster molds are prepared by mixing POP with water and the mix is poured into a pattern mold and allowed to set. This produces a smooth surface mold, duplicating the contours of the pattern of complex shape.
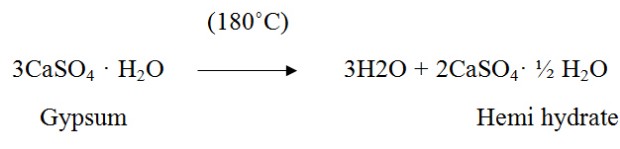
Hemihydrate crystals precipitate into needle-shaped crystals that interwine to produce plaster mold. This reaction is satisfied with 18% of water additional water is essential for a fluid mix and to form a porous mold.
SLIP FORMULATION:
- A casting body should contain approximately 50 % clay material and 50 % nonplastic materials.
- Very fine clay particles will reduce the casting rate by blocking the flow of water from the slip into the plaster mould. Plastic clays should be substituted for less plastic ones and the clay part should be made up from more than one type of clay.
- The standard deflocculant is a 3 to 1 mixture of sodium silicate and soda ash. The ratio of sodium silicate should be higher for a body of low plasticity, whereas more soda ash is used for bodies containing higher amounts of plastic clay.
- Clays containing sulfates are also difficult to deflocculate. Sulfates can be neutralized by additions of barium carbonate, usually 0.2-1 %.
1) Dry all body materials and weigh them accurately.
2) Fill the right amount of water in the blunger. Gradually add soda ash dissolved in hot water, then add half of the body. After some blunging add the remaining body and the sodium silicate.
3) Leave the slip to age for 24 hours.
4) Screen it through 60 mesh. Check fluidity with the funnel test and density by weighing 1 lifer of slip. Cast a few items to be sure the slip is working correctly.
RECOMMENDED PROCEDURE FOR CASTING
1) Before casting examine the moulds for clay or dust on the inside.
2 )Clean dirt from the moulds with an air hose or a soft dry brush. Never use water it will damage the mould.
3 )Arrange the moulds in the order of cas-ting: heavy moulds first, then medium size, then small size.
4 )Join the moulds tightly together with rubber bands or thread.
5 )Stir the slip just before casting and check that it does not contain air bubbles.
6) Pour the slip slowly and evenly into the mould without stopping and splashing. The slip should hit the bottom of the mould.
7) Top up the mould every 5-10 minutes.
8 )Let the mould set until the casting has reached correct thickness.
9) A good mould can be used 2 to 4 times per day, depending on weather conditions. Before each casting, the mould must be dried in the sun or in the drying cupboard Otherwise moulds wear out fast.
10 )After correct thickness is reached, drain out the excess slip. If the slip is drained into its main container, do this through a coarse screen that will retain pieces of plaster and dry clay.
11 )Then keep the mould upsidedown until the clay is stiff enough to remove.
12 )Take the cast product out when the clay starts to pull away from the plaster mould.
LIMITATION OF SLIP CASTING:
Long time periods are required for casting articles. This result in large inventory of moulds, high labour, large floor space. All these adds to cost.
DRAIN CASTING:
- The slip is poured into the mold. The mold absorbs water from the slip.
- After achieving the required thickness the excess slip is drained.
- The cast in mold shrinks from the mold as it dries.
- It is then dried in a hot air oven and then sintered.
ARTICLES CASTED: Sinks, Sanitary ware, Crucibles, Art casting
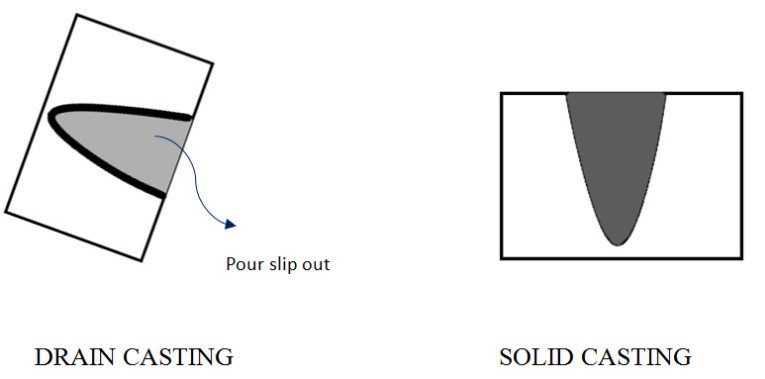
SOLID CASTING:
- Similar to drain casting. Instead of draining the slip the slip is retained in the mold ( if required slip is added to maintain level ) until a solid casting is achieved.
VACUUM CASTING:
- Vacuum casting can be conducted with drain or solid casting.
- A vacuum is pulled around the outside of the mold. The mold can consist of a rigid permeable form or of a thin permeable membrane (e.g.filter paper)
ARTICLES MADE: Porous refractory fibreboard for high temperature furnace lining.
CENTRIFUGAL CASTING:
- The is spun at greater loads than the normal gravitational loads. By this the slip completely fills the mold.
- This is used for making complex shapes.
PRESSURE CASTING:
- The limitation of slip casting is overcome by this method.
- The application pressure to the slip increases the casting rate.
- This is similar to filter pressing. In filter pressing the liquid mixture is pressed against the permeable membrane.
- In pressure casting the mixture is pressed against the porous mould.
- Original pressure casting was done in plaster moulds, but due to the low strength of plaster only limited pressure could be applied.
- In porous plastic moulds, the value of pressure that could be applied increased ten times. ( 3 to 4 MPa pressure coud be applied )
SOLUBLE MOULD CASTING / FUGITIVE SLIP CASTING:
- Using injection moulding a wax pattern is made with water soluble wax.
- The water soluble wax pattern is dipped in a non-water soluble wax such that a thin layer is formed over the pattern.
- The pattern wax is dissolved in water leaving the non-soluble wax as an accurate mold of shape.
- The wax mold is trimmed, attached to plaster block and filled with casting slip.
- After casting is complete, the mould is removed by dissolving in a solvent.
- The cast shape is dried and green machined and densified.
ARTICLES MADE: complex shaped stator vane for gas turbine engines.
ELECTROPHORECTIC DEPOSITION (EPD):
- EPD uses electrostatic charge to consolidate ceramic particles from a suspension.
- The charge opposite to the charge of the ceramic particles is applied to the mold surface.
- The ceramic particles get attracted and deposit on the mold surface as uniform compact.
- After achieving the required thickness of deposit, the mold is removed from the slip container or slip is poured from the mold.
APPLICATIONS:
1). Deposit a thin coating
2). Produce a thin walled body such as tubes.
3). Also to achieve very uniform deposition of spray paint onto conductive surface.
GEL CASTING:
- Using gel casting we can fabricate strong ceramic components.
- Ceramic particles are dispersed in a monomer solution to form a slurry (casting slip) and poured into the mold.
- The monomer is then polymerized to immobilize the particles and to form a gel-like bonding phase.
- Organic monomer solution is polymerised to form a strong, cross-linked gel, which prevents segregation and settling of particles, the gel also provides strength to withstand the capillary stresses during drying to form thick as well as thin parts.
- The commonly used mould materials for gel-casting are aluminium, glass, polyvinyl chloride, polystyrene, and polyethylene.
- Gel casting slip may react with the mold so mold releasing is used.
TAPE CASTING:
Tape casting is used to fabricate thin sheets of ceramics in large quantities and at low cost.
- Thin sheets of ceramics are used as substrates and packages for dielectrics and electronics.
- The difference between this and slip casting is that in tape casting 50 vol% of organic binders are used and instead of shaping using a mold the slip is poured on a flat surface.
DOCTOR BLADE PROCESS:
- Most commonly used tape casting method.
- In this technique, slurry is casted on a carrier substrate (such as a thin film of Teflon, cellulose acetate) and spreading the slurry using a smooth blade ( aka doctor blade) to the required thickness.
- The slurry contains a binder dissolved in it.
- There must be enough binder to achieve a flexible tape upon solvent removal.
- Solvent removal is achieved through evaporation ( by controlled heating or air flow ) .
- The solvent is removed slowly to avoid cracking, bubbles or distortion.
- This is the reason for having a long portion of the apparatus.
- The flexible tape is rolled onto a reel to be stored for use.
WATERFALL TECHNIQUE:
- In this technique, the slurry is pumped in a recirculating system and this forms a continuous curtain of slip.
- A conveyor belt carries the substrate, an uniform and thin layer of slurry gets coated on the substrate as it passes through the falling slip and is dried as it gets conveyed through the belt.
APPICATIONS OF WATERFALL TECHNIQUE:
- Thin tape for capacitor dielectrics.
- Thicker tape for porous electrodes for fuel cells.
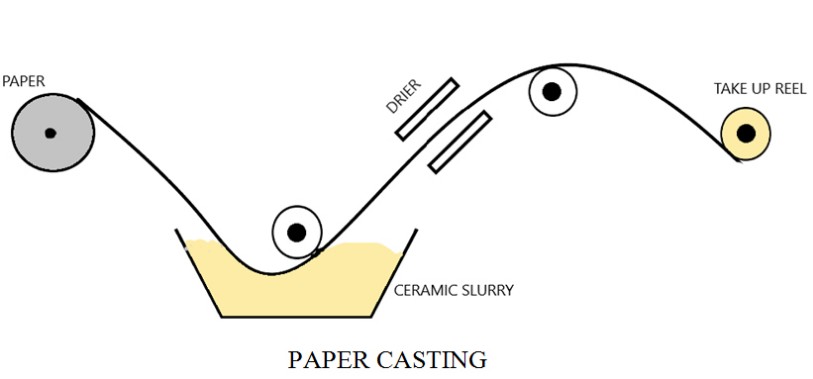
PAPER CASTING PROCESS:
- A low ash paper is passed through the slurry bath.
- The slurry wets the paper. The thickness of the adherence depends on the viscosity of the slip and paper’s nature.
- The paper is dried and then rolled onto a take-up reel.
- During firing the paper gets removed.
APPLICATIONS:
This technique is used in fabrication of honey comb structures for heat exchangers.
PREPARATION OF TAPE CASTING SLURRIES:
- The rheology of the tape casting slurry is similar to slip casting slurry but contains a large amount of binder.
- Binder and plasticizer is thermoplastic ( it gets softened by heating to moderate temperatures and prevents lamination).
BINDER SELECTION CRITERIA:
- Should form a tough, flexible film when dry.
- Volatilize to gas when heated without forming any residue.
- Remain stable during storage, especially without a change in molecular weight.
- Soluble in an inexpensive, non-flammable, volatile solvent.
e.g. polyvinyl chloride, polyvinyl acetate, polyvinyl butyral, polyvinyl alcohol, polystyrene, polyacrylic emulsion.
SOLVENTS: e.g. hexane, toluene, alcohol, water, methyl ethyl ketone.
APPLICATIONS:
- Fabrication of dielectrics for multilayer capacitor.
- Al2O3 substrates and multilayer packages for Integrated circuits.
PLASTIC FORMING:
In this technique, we produce shapes from a mixture* of powders and additives that are deformable under pressure.
* mixture – contains clay, water, small amounts of flocculant, wetting agent, lubricant.
- For pure oxides, nitrides and carbides – organic material is added in place of water or mixed with water or other fluid to provide plasticity. (usually, about 20 to 25 % of organic additives are added)
- Removal of organic binder prior to firing is the major difficulty in plastic forming.
- In the water-clay system, substantial shrinkage occur due to drying, and increases the risk of shrinkage cracks.
- Too rapid removal of organic binder, results in cracking, bloating or distortion.
- Inadequate removal of organic binder results in cracking, bloating or contamination during high temperature densification.
ARTICLES MADE: Fabrication of traditional cermics like pottery, dinnerware.
EXTRUSION:
In the extrusion process, highly viscous, a plastic mix of ceramic powder with additives (with a consistency that of potters clay) is forced through a shaped die with high force.
This is similar to squeezing frosting out for cake decoration.
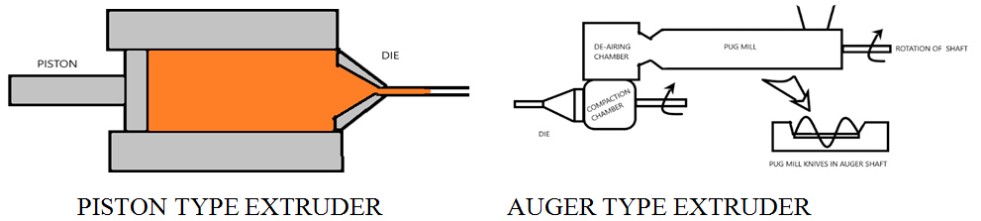
There are TWO TYPES OF EXTRUDERS.
- Auger type extruder ( the plasticized mass is forced through a shaped die by the rotation of auger)
- Piston type extruder( piston is placed in place of auger)
Piston type extruder results in less contamination by wear.
- An auger extruder consists of several sections and can operate continuously. They are Pug mill, Deairing chamber, compaction chamber and shaped die.
- The pug mill contains 2 blades which are mounted on a shaft they rotate in opposite directions.
- The material is squeezed between blades and the premix (contains ceramic powder, additives and solvents) is fed into pug mill.
- The premix is kend well in pug mill this enhances the homogeneity and plasticity. The mix then enters into the de-airing chamber.
- In the de-airing chamber, the auger motion and vacuum pre-compacts the mixture and removes void spaces prior to extrusion through a shaped die.
- The plasticized mixture is then forced under high pressure through a shaped die.
- Resulting in long strands of the constant cross section. They are cut to the desired length then dried and densified.
- The extruded material contains a substantial percentage of liquid and binder.
- Most of the binders burn out in an oxidising atmosphere in the temperature range of 300 to 1000˚C.
- This must be done slowly so that the gases generated by decomposition of organic binder gets removed through the pores of the compact.
- The rate of binder burn out is determined by
(1)the particle size distribution, (2) degree of packing, (3) thickness of compact.
- Acrylic binders burn out cleanly in inert, oxidising and reducing atmospheres.
EXTRUSION DEFECTS:
MACRO DEFECTS: ( Observable by visual inspection)
- Warpage
- Lamination
- Tearing
- Segregation
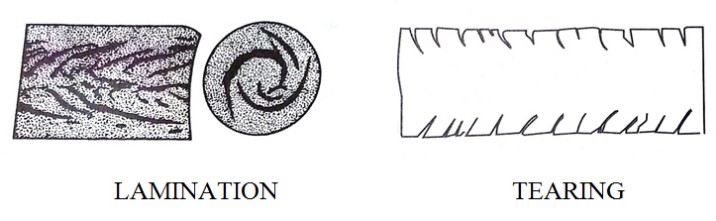
LAMINATION TEARING MICRO DEFECTS:
- Pores result from (1) trapped air (2) powder agglomerates, (3) pockets of the binder.
- Inclusion result from
(1)foreign material in ceramic powder, binder,
(2)contamination during mixing, linings of blades, augers and extruders introduce metal particles due to wear.
ARTICLES MADE: Furnace tubes, Bricks, Insulators, Pipe, Tile, catalyst supports, magnets, Heat exchangers, Tubular capacitors.
INJECTION MOLDING:
- Equipment used for injection molding is similar to that of extrusion.
- But the process is different.
- The FEED MATERIAL used for injection molding contains, a mixture of ceramic powder with thermoplastic polymer, plasticizer, wetting agent, antifoaming agent.
- The mixture in the barrel of injection molding machine is preheated such that the polymer softens and flows upon application of pressure.
- The RAM or PLUNGER is pressed against the heated material by hydraulic, pneumatic or screw mechanism.
- The mixture then passes through an orifice and then into the SHAPED TOOL cavity.
- The shaped tool is cooler than the injection molding mix.
- For injection molding of ceramic parts, the die must be made of harder and wear resistant metal alloy.
- Ceramic powders are added to plastic as filler.
BINDER REMOVAL:
- Binder removal is the most crucial step.
- Techniques used, i. Evaporation (or distillation) , ii. Solvent extraction, iii. Capillary action, iv. Decomposition, v. Oxidation.
- The techniques are combined, low-temperature wax is removed by evaporation or solvent extraction. Thermosetting resins are removed at higher temperatures by oxidation or dissociation.
INJECTION MOLDING DEFECTS:
- Macro defects
- Mold filling defects. { incomplete fill (due to gate freeze off), porosity (due to air entrapment) and knit lines (improper fusion of raw materials)}
- Solidification defects. { void nucleation, microcracking due to residual stress}
ii.Micro defects:
- Inclusions and Micro porosity ( due to agglomerates and improper particle distribution)
ARTICLES MADE:
- Injection molding is used widely in plastic industry to make things right from garbage can to ice cube tray to constructible toys such as model boats and aeroplanes.
- Rotor blades or stator vanes of gas turbine engines.
- Spacers
- V. tube tester.
COMPRESSION MOLDING:
- Similar to forging.
- The block of the plastic mix is placed between the platens of the shaped die.
- Upon application of uniaxial pressure, the mix deforms and takes shape of the die cavity.
- Compression moulding can be both hot or cold depending on the nature of the binder.
ROLL FORMING:
- The plastic mix is passed between two cylinders which rotate in opposite direction.
- As the mix passes through the rolls it gets compacted and gets pressed to the required thickness.
- Using a mix equivalent to extrusion roll forming is done at room temperature.
- At elevated temperature thermoplastic system is used.
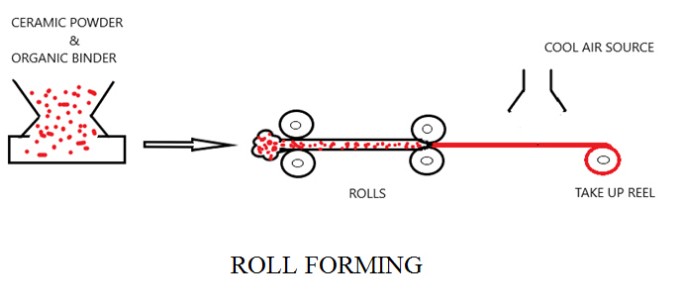
ARTICLES MADE:
Warm rolling is used for fabricating resin-bonded and rubber-bonded grinding wheels. It is also used to form thinner layers suitable for heat exchanger fabrication.
ROLL FORMING
JIGGERING:
- A de-aired mix is placed on a shaped rotating wheel.
- A shaped roller or template then presses the plasticized mix against the wheel to forge the shape.
- A method to form outside of the product. E.g. plate.
JOLLYING:
- This process opposite to that of the jiggering.
- Using jiggering we can finish the inner side of the product.
- The plastic mix is placed above a clean plater pattern and a template presses the clay and forms the inside of the bowl or cup.
ARTICLES MADE BY JIGGERING AND JOLLYING:
Used to fabricate cooking ware like plates and bowls, electrical porcelain.
Conclusion:
We have seen All types of Ceramic production process techniques in this article. If you need anything more let us know in the comment.



{kind=link}
Interesting!!!…. Excellent in describing each and every step of production process….