Sanitary ware Manufacturing/Production Process
Venkatmani7 min read8,119 views
Sanitary ware manufacturing/production process consists of 10 steps from Body preparation to Packing.
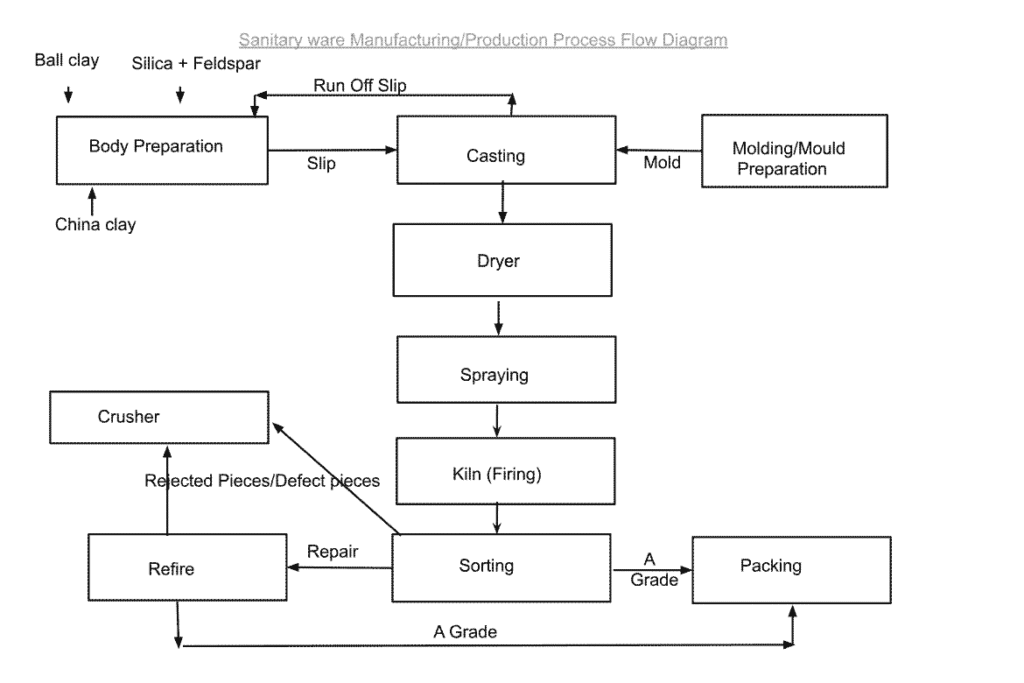
Body Preparation
In Sanitary ware Manufacturing/Production process body preparation is the first step. In this process, Slip produced by mixing Ball clay, Silica, China clay and feldspar. This composition is called Tri-axial body. Consist of Body former, Filler and flux. Body former is plastic material which is required to give strength at the green stage of the sanitary ware. The filler is non-plastic material which is going to give strength after the firing. Flux is a non-plastic material which added to the body to reduce the fusion temperature point of the body during firing. All raw materials are mixed at the proper position and brought to required physical parameters.
Usually following rheological parameters are checked afterslip preparations – Fluidity, Thixotropic of the slip at 1 minute and 5 minutes, Liter weight.
These parameters will vary depending upon the composition, climate, casting (Bench casting, high-pressure casting, Low pressure casting for sanitaryware and other) and required casting rate.
Supply slip will be a mixture of virgin slip, runoff slip & scrap slip. This composition also will vary according to the availability of the scrap slip available and required casting rate.
Once slip prepared according to the required parameter, it will be sent to slip storage silos. Whenever slip is required, then it will be supplied to the casting department for casting.
Glaze Preparation
In this process, the glaze prepared for spraying department. Body preparation and glaze preparation are a parallel process. Different colours of glaze will be made according to the requirement. The raw material used for glaze preparations is zircon, feldspar, quartz, calcite, china clay and zinc oxide. Raw materials ground in a ball mill and particle size tested before unloaded from ball mill. Alumina ball used in ball mils because of its strength. The glaze will be passed through sieves to remove coarse particles and magnets to remove iron particles. Sample spraying will be done and fired to check the final colour of the glaze. The glaze should be approved by a lab before used in manufacturing/production. Before supply to the spraying, the glaze will be mixed with a binder to give the required properties. Density, drying time, fluidity and viscosity are maintained to get the proper spray.
Moulding/Mould Preparation
In this process required shape and size mould will be produced for casting. Case moulds are received form case making section to Moulding section. Case moulds used cast plaster moulds. Mould is prepared using mixing water with Plaster of Paris in a proper ratio. Plaster of Paris chemical formula is CaSO4.1/2 H2O. Usually, the ratio between plaster and water will be around 4:3. This ratio may vary little depends on the purity of the plaster, required strength for the mould, etc. For a single ware up to four moulds for complex models, it will even more. Once the mould prepared, it will be dried in drier to remove the excess water from the mould. This stage is crucial to increase the life of the mould. The plaster used for mould making is known as beta plaster for their absorbent properties. Plaster mould will be used in normal castings. Resin mould is used for high-pressure casting.
Casting
There are different types of casting available for sanitary ware. They are normal bench casting, battery casting, beam casting, low-pressure casting and high-pressure casting for sanitaryware. Every casting has its advantage and disadvantages. The process of casting in same in all types of casting, slip is poured into the mould and allowed to form the casting layer on the mould. Then the excess slip is drained through a drain hole. Now casted ware is allowed to dried and then released from the mould. In this stage, the ware known as greenware. This greenware is allowed to dry in atmospheric temperature for one to three days before sent to drier. Before drying that greenware should be finish for smooth joint edges, repair small cracks, small pinholes, bad finishing, etc. Once this ware is ready, it will send to drier for drying. The moisture content of the greenware before drier will be varying from 22% to 12%.
Drying
Green piece form casting will be sent to Control and spraying through Drier. In Drier, Green MOR of the ware improved by removing the mechanically combined water from ware. The moisture content of greenware after drier will be varying from 1.5% to 0.5%. The drying process will take from 6.5 hours to 12 hrs. Drier may be batch drier or tunnel drier. The batch drier will be loaded at once and unloaded at once. Tunnel drier will be feeded continuously with ware and continuously discharged at other ends. Gradual heat will be done from atmosphere temperature to 110 C to 120 C. During this process, and ware will lose its weight and shrink in size.
Control & Spraying
In this section, ware will be inspected for a defect. Defected wares will be repaired or rejected depends upon the defects. Usually, the control and spraying department will be handled by the same team. Kerosene is used to find the defects in the wares. Properly checked ware will be sent to spraying are for spraying.
Glaze received from glaze house will be used for spraying. Different colours sprayed in wares as per the production schedule. Manual methods or robotic methods will do the spraying. In spraying 0.8m.m to 1.6 m.m thickness of the glaze is applied on the wares as per the requirement. Once spraying completed, it is allowed some time to dry for a few minutes. Then logo is printed on ware using screen printing method or decal methods. Nowadays after firing also log printing is done by using powered printing machine.
Firing
Sprayed ware loaded in kiln car. Dust and other impurities are removed from ware by air blower or vacuum. Usually, The Kiln maximum temperature will be 1250 C. Different types of the kiln can be used for firing (shuttle kiln, tunnel kiln), usually tunnel kiln is used. Shuttle kiln used for refiring. Sanitary ware kiln has three zones, preheating, firing and cooling zones. In preheating zone mechanically and chemically combined water has been removed from the ware. At firing zone, all the raw material are fused together, and glaze is fused evenly. In the cooling zone, sudden cooling is done to create a glossy surface. Once product fired, it will be moved to the sorting area.
Sorting
In this stage of the process, all wares from the kiln are inspected and sorted according to the Defects. If ware is defects free, then it will be sent to the packing section for packing. If ware has minor defects like pin holes, then it will be repaired by cold fill. It has a light glaze or wavy or blib then it will be sent to refire section. Find All sanitaryware defects. If there is a crack, it will be rejected. This quality check is very important to maintain standards. And also random sampling will be made for a flush test, smoke test, leak test and load test.
Refire/Rework
All repair wares will be sent to the rework section for minor repairs. All ware is required according to the defect and sent to tunnel kiln. Once repaired and fired again, it will be inspected and again separated as per the grade. If quality standards are met, then it will be sent to packing. If needs repairing again, it will repair in refire section. Major and un-repairable wares will be sent to the rejected area. These are normally warpage or cracked pieces.
Packing
It is the final stage of the sanitary ware manufacturing/production process. All Sanitary wares that are passed quality standards are packed and dispatched to the warehouse.
Conclusion
Other than these sections - Lab, New product development and Mould & case are making section also involved in Sanitaryware manufacturing/production process. This process is only an outline of the sanitary ware manufacturing/ production process. All process are discussed in detail in other section.
Share this article
Written by
Venkatmani
Ceramic industry professional & content contributor.
37 Comments
Add your comment
S
SHITAL
can you please suggest me something, I want to paint our in house wash basins. which color i need to use for long lasting or else what process will help me to make possible
R
RAJENDRA KEDIA
Can sanitaryware items damaged during fire at godown
B
BISHNU
The above Description about Ceramic manufacturing is excellent and I would like to thank you sir, I am going to give the presentation on this topic.
K
KARTHIKAYAN P
Dear Venkatmani sir, Really useful Article for Beginners, I learned more things from your articles even though I am fresher in this field. Keep updates, Can you share your contact details for queries please?
N
NAVIN
Welcome sir your comments are really useful to me. Recently I visited ROCA parrywarre they told that same thing which i didn't understand
M
MR.TANK PRASHANT
GOOD Mr. Venkatmani, Description wrote by you in very simple and understandable for anybody and also it is a very helpful for beginner of ceramic industries, Keep sharing more details...!!!!!!!! :-)
R
RAMANA
THANK U SIR FOR VALUABLE INFORMATION
V
Venkat Mani
Thanks For your kind words..
R
RAJEEV KUMAR
Nice to read your blog ! Elegant bath ware products provided here. Further if someone is in need of sanitary ware spare parts and like services may
V
VIVEK TEWARI
Good Venkat Mani , Nice to see your article . Keep it up … Regards Vivek Tewari
V
Venkat Mani
Thanks boss, you are the one who helped me to enter into Sanitaryware field . #campus_interview
M
MEHDI
Hi Dear I have a question from you What is the production efficiency of each product from casting to final product? In fact, how many percentages of waste are allowed per section? Thank you for your attention
H
HARIHARAN
hi sir this is very usefull. thank u so much
B
BARATHI
Process explanation is good and helpful for us.thanks a lot for this job,also fresher’s can able to developing the knowledge after reading this article. Please continued and share the ceramic process problems and its solution’s.
M
MANIKANDAN S
Nice one sir… Now i am understand the outline of the sanitary ware process.. It is so helpful
R
RAFIK
can you please explain more about the difference between bench casting, battery casting and , beam casting?
L
LATIF HOSSAIN SHIBLI
Very good topic I like it . I have 11th year’s working experience in Sanitary Ware Company in Casting Department as a Casting Manager. If any need any suggestions about any type of problem please inform me. I am ready to reply.
P
PRAKASH N
Sir In foundry professional shall I possible to get into sanitaryware Jobs. Please share your number to discuss
A
AHMED FATHY KAMEL
Thanks Venkat, please send me your number on whatsapp
R
RAJ
What are the kind of defects appears while manufacturing ceramic sanitary? Also let me know what parameters does quality assurance takes care of?
S
S.D.SEKAR
Need job in morbi ,thangad, in sanitary Ware production.moulding casting, inspection etc.i am ceramic diploma holder
J
JUSTICE ANTHONY
I AM A STUDENT OF CERAMICS DESIGN AND PRODUCTION I WILL NEED A PERSONAL CHAT WITH YOU SIR
N
NAVEEN JANGRA
hlo sir am ceramic engineer from haryana 2016 passout i want job plz help me 8607733562
G
GAURAV
Hi Venkat, Thanks for sharing this information. I need some help in understanding the process in depth. Could you please share your personal email id with me.
V
Venkat Mani
Hi, you can contact me on [email protected]…
D
DESMOND OKORONKWO
Am Desmond, a ceramic engineer from nigeria. How do i have a personal chart with you sir. my phone no is 08032588682
V
Venkat Mani
Hi pls what’s app me at 9500693318
J
JUSTICE ANTHONY
I AM A STUDENT OF CERAMICS DESIGN AND PRODUCTION I WILL NEED A PERSONAL CHAT WITH YOU SIR
V
Venkat Mani
Sure, you can msg mail me [email protected]
A
ABRAHAM TANUS
Dear Mr. Mani I would like to contact you please kindly provide me Your contact info.
V
Venkat Mani
Hi, 9500693318 my number..
L
LUCKY
Hi there, I have recently joined the industry. One of my first task is to simplify the operator work instructions. At the moment we have 12 – 15 page instruction that is displayed next to the machines. I want to re-do them to become more simplified and in viusal forms
V
Venkat Mani
Let me know .. if you need any help with that..
Z
ZUBAIR
Really nice to explaining the ceramic production.. can you also ex plane how we determine the price of loading and offloading of sanitary ware in warehouse. ? how much percentage we take from loading and offloading sanitary ware..?
H
HEMAL PAREKH
I want to see some video
A
ARAVIND
Its really gud my frnd!!! Freshers can understand it well!!! Keep going!!!
M
MARK
can you explain more about modeling department?
N
NITU
Add some pictures from the process. it would be nice…
N
NARESH
Good explanition about sanitaryware production process. But need more about casting in production process..
S
SHEKAL
Thanks.
W
WILSON
Well explained… I want to know more detail about casting in sanitary ware production process..
S
SAMSON
Really explained nice.. I am following ur blog.. I am ceramic engineer studying third year wanted to know about sanitaryware production process. Now I under stand the process outline.. Thanks Samson
K
Kundan
Please give me sir kiln charts
R
Ronak
Sir, which combustion system is better to use in sanitary ware tunnel kiln.

Earlier read
Top Sanitaryware Manufacturing Companies in Turkey
Next read
Top Sanitaryware Manufacturers in Thangadh (India)

Keep exploring
Practical articles, Buy/Sell listings, and jobs