20 Common Defects In Ceramic Formers Manufacturing
We have listed 20 common defects in ceramic former manufacturing. Defects increase rework, energy consumption, and production cost. Finding and solving the root cause of the defect and reducing the defects improves the factory production efficiency and reduces the overall production cost.

1. Crack:
A common ceramic former defect where the body splits into two or starts to separate into two but is joined in the end. The most common reasons are faster drying, handling, improper mould demoulding, mould preparation, mould life or process errors.
2. Pinholes:
A tiny hole in the surface of the piece, which is less than 1.0 mm, is called a pinhole. This is the major defect in the ceramic former industry. There are an infinite number of reasons for the pinhole defects; some are: Higher RPM agitators in slip storage, pump type, pipe flow design, not cleaning the pipe, using wet mould and fast slip filling,
3. Watermark:
These defects look like water flow marks on the pieces and can even be felt by touching them. This occurs during the wet finishing process, or when the inspector allows excessive water to run down the piece while it is in a dry state, resulting in markings on the body. Using a high-density sponge may reduce the water-holding capacity of the sponge and the training of the spongers & inspectors to use the sponge after squeezing out the water for finishing.
4. Over Firing:
Over vitrification of the ceramic is marked as an over firing defect. These defective pieces can be warped/bent or have too many pinholes or a glossy finish. This happens due to firing issues, kiln problems, or body formulation issues.
5. Under Firing:
After firing, the piece does not vitrify fully, and the body color will be darker. This defect causes the piece to have low strength, larger dimensions, and high water absorption. This defect primarily occurs due to firing issues, but it can also result from problems with the body composition.
6. Flow Mark:
Flow marks are an uneven body surface that can be felt by touching or by visual. This defect does not happen due to mould or finishing issues. It happens because of slip rheological properties. The best solution to reduce this defect is to use a high-fluid clay or a good deflocculant.
7. Spray Defects:
Three kinds of spray defect One is that the overspray is done on the pieces, and another is under spray and this one is uneven spray. This can happen due to low gun pressure, erosion of the needle/nozzle of the spray gun, distance between the gun and the pieces during spraying, or unskilled labor. This defect can be minimized by regularly cleaning the spray gun, maintaining the spray pressure above 6 bar, and properly training the laborers.
8. Bend/bad shape:
The body or the finger bend defect is referenced to the misalignment/bad shape of the part of the formers. These defects can be marked as body or finger bends. The cause of the defect can be due to model design issues, wrong demoulding process in casting, warpage during the casting stage, over sponging in particular areas, over firing, and bad body formulation.
9. Black Spot:
A tiny visible black speck or spot on the surface of the body is marked as a black spot. Common reasons for this defect are falling in the kiln, iron contamination in the body, or rust or dirt falling in the factory on the pieces before firing, which are not removed before firing. By using magnets in the slip-making & storage tank and ensuring mold cleaning before slip-filling the mould, vacuuming the kiln cars, and cleaning the burners will reduce the black spot defect in the ceramic formers.
10. Bump:
A small raised portion in the body of the formers is marked as a bump defect. This is not a common defect in the former, this may be due to contamination in the slip or firing issues. Proper slip circulation and sieving can reduce this defect.
11. Line:
A vertical line that is visible in the pieces after firing is a line marking or casting line. This happens when slip contains high PSD non-plastic material or slip is not aged properly.
12. Chip Off:
If a small part of the piece in the former is broken, that is called a chip off. Normally this defect happens at the bottom of the formers. Sharp edges at the base increase the probability of the chip-off. Proper chamfering of the former base reduces the chip, and also proper cleaning of the kiln car/transportation trolley removes any sharp particles in the plate to avoid chipping, and proper loading helps to reduce the chip-off.
13. Colour Splash:
Color stains that are visible in the former body are marked as colour splash defects. This defect happens due to color from the base color glaze splashing on the body in the process or during handling transfer of one piece to another by human hand, and other stains may be coming from the marking stamp ink.
14. Dunt:
Dunts are hairline cracks in the former body, which mostly happen at the firing-to-cooling stage. This defect happens due to thermal shock in the body; this can happen during rapid cooling. To reduce this defect, slow cooling of the pieces should be done from 650 degrees to 130 degrees Celsius. And also needs to check the residue in the slip due to quartz powder.
15. Finishing Defects:
Improper finishing or excessive finishing of the formers is called finishing defects. Proper training helps to reduce this defect.
16. Handling Defects:
Knocking/cracking of the pieces during handling is marked as handling defects. Careful handling of pieces can reduce this defect.
17. Clay Bits:
Clay bits are broken clay particles found on the upper or lower surface of the glaze after firing. This happens especially during the dipping process, where clay particles fall on the glaze and stick to the body while being dipped. This defect can be reduced by cleaning the clay particles in the formers by blowing air before sending them to the dipping process. These clay particles are generally generated during the slot-cutting process. So cleaning the base and inside the former is important.
18. Batt Wash Defects:
Kiln car wash (alumina wash) sticking to the glazed area of the formers is marked as a "batt wash defect." This defect happens during firing when flaky battwash particles blow off and stick to the molten glaze. This defect can be reduced by cleaning the kiln car plate properly before loading.
19. Mould Marking:
Improper or vague mould markings are marked as mould marking defects. This usually happens due to higher mould age or mould knocking or handling during the wet cast stage.
20. Seam Line:
Seam line defects that are visible in grey color and tangible in the mould joint areas. This happens due to mould absorption difference between the sharp edges and the body area. Another possibility is to have a gap between the mould due to aging of the mould or the design of the mould. These defects are especially high in the three mould joint locations. Mostly by correcting the design will solve this defect. Another possible way is to do the fettling better to reduce the seam line defect.
These 20-plus defects are the most common issues in the ceramic former production process.Did we miss any defects? Let us know how this article helped you to understand the defects and causes.
Share this article
Written by
Venkatmani
Ceramic industry professional & content contributor.
Leave a Comment
Add your comment
No comments yet. Be the first to share your thoughts!

Earlier read
How to Formulate Ceramic Formers Slip? Properties, RM & Formula
Next read
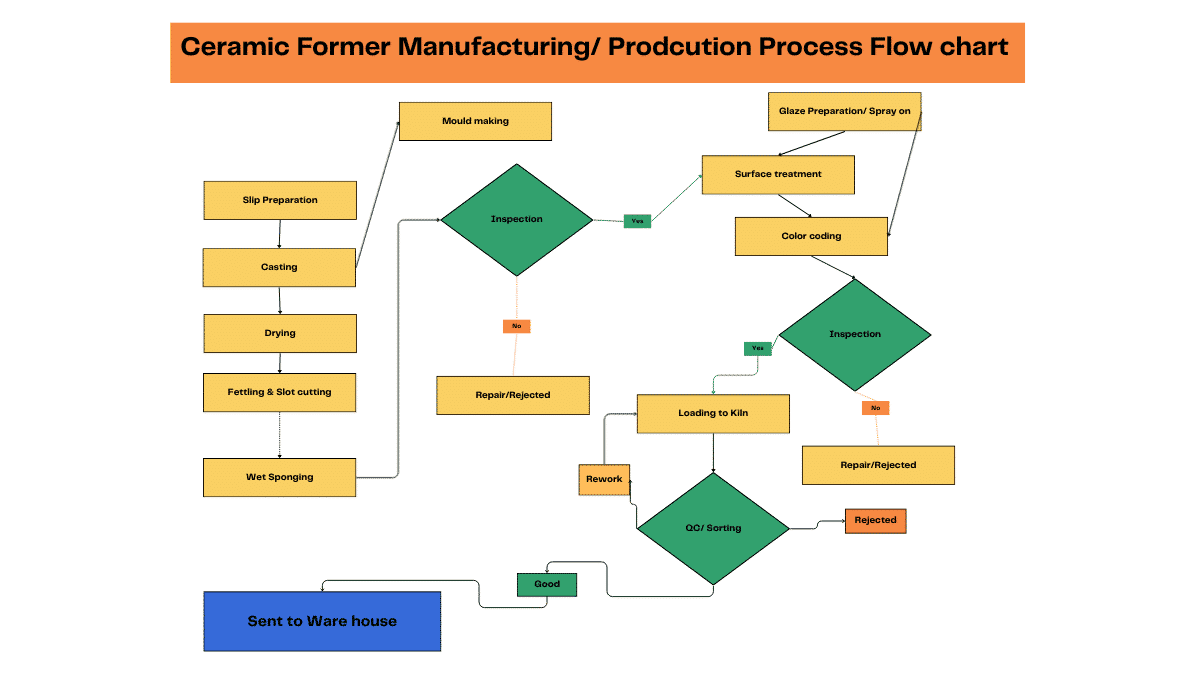
Ceramic Formers Manufacturing/Production Process
Keep exploring
Practical articles, Buy/Sell listings, and jobs